在3D打印服务行业,我们经常遇到这样的客户:满怀信心地发来一个精心设计的图纸,本以为很快就能拿到完美的实物,结果收到的却是底部翘边、薄壁断裂、或者表面出现细纹的“失败品”。
这往往不是因为打印机不行,也不是因为你的设计不行,而是因为:“设计图纸”和“可打印文件”之间,存在一条名为“物理定律”的鸿沟。
作为专业的宁波3D打印工厂——麦客信息今天就深入聊聊,在收到您的图纸后,我们是如何通过一系列专业优化,让您的设计不仅能被打印出来,更能“站得稳、立得住、不变形”的。
一、 给“薄壁件”加支撑:不只是撑住,更是定型
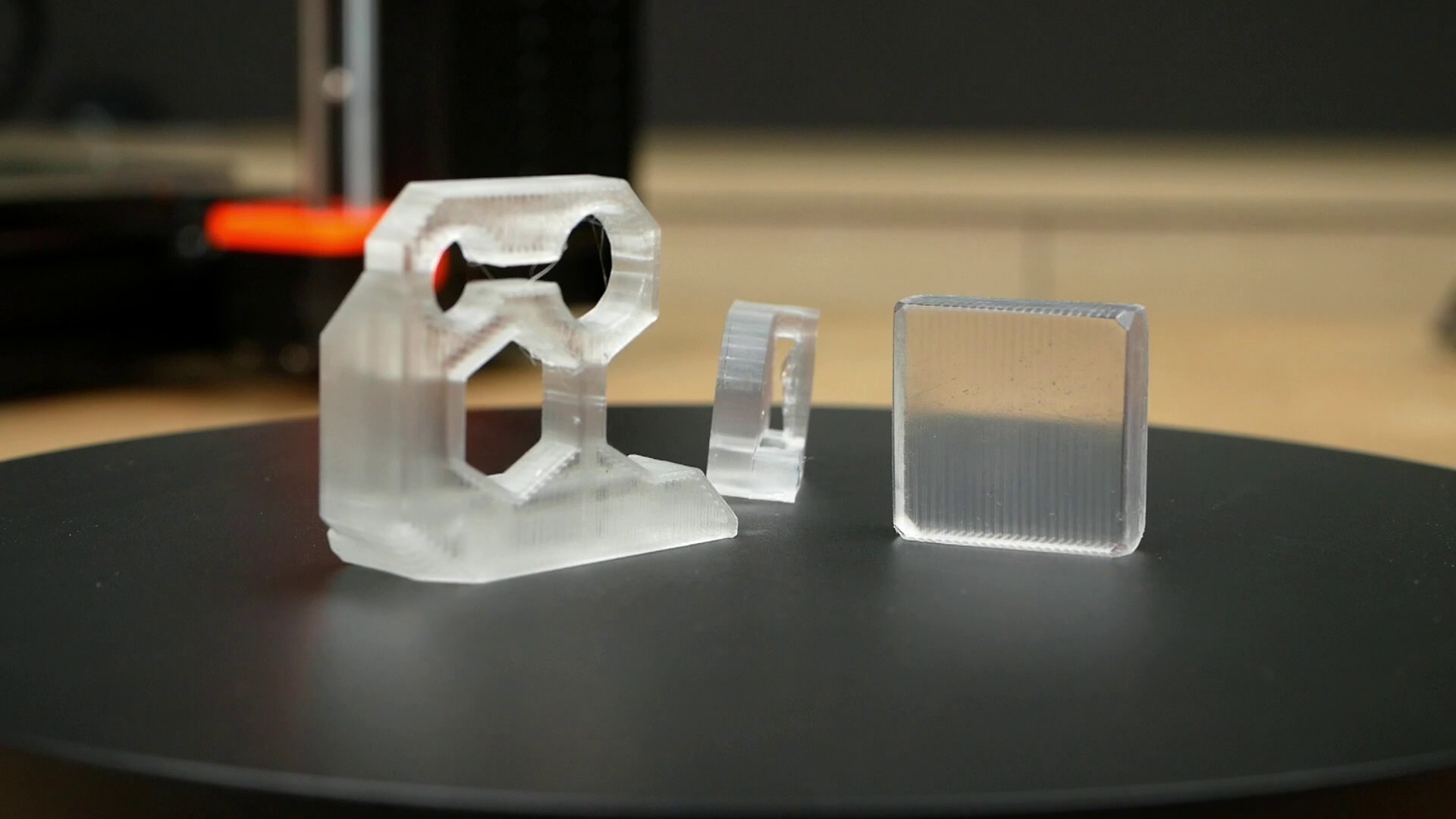
很多客户喜欢设计精致的薄壁结构,比如0.8mm厚的壳体或者细长的立柱。在数字模型里,它们看起来很完美,但在实际打印中,高温熔融的材料在堆积时,由于重力作用和热胀冷缩,极容易发生倾斜或垮塌。
我们会对此进行设计优化:
不仅仅是简单地在底部加个柱子。我们会运用切片软件的高级功能,针对薄壁结构进行树状支撑或体积支撑。
· 动态支撑: 对于悬空的薄壁边缘,我们采用“接触面缓冲支撑”,既保证材料有依附,又保证拆除支撑后不会损伤那仅有零点几毫米的脆弱壁体。
· 防止共振: 在打印细高件时,我们会分析模型重心,添加“防倾倒拉筋”,避免打印头移动时带动模型共振,导致层纹错位。
二、 复杂件的“应力分散”:预判收缩,对抗变形
无论是FDM打印时的冷却收缩,还是SLA光固化后的树脂固化收缩,内应力都是导致成品弯曲、开裂的元凶。特别是大平面、尖角或者厚薄悬殊的结构,最容易翻车。
我们的设计优化策略:
我们运用工程力学的思维,对图纸进行“预变形”处理或结构调整。
l 倒圆角优化: 如果您的图纸中有尖锐的90度内角,那里往往是应力集中的“火药桶”,极易开裂。我们会建议或直接协助您修改模型,在应力集中点增加R角(圆角),让应力沿着弧面均匀分散。
l 挖孔与镂空: 对于大块的实心件,为了减轻重量和节约成本,更为了减少厚壁内部积热导致的翘曲,我们会设计合理的蜂窝状或点阵式内部填充,并增加排液/排气孔,确保每一层材料都能均匀冷却。
l 摆放方向算法: 我们不会简单地“怎么省空间怎么摆”。我们会根据模型的受力方向和关键外观面,调整打印角度。例如,将受力最大的轴线与打印层纹方向垂直,让成品的强度达到注塑级的水平。
三、 图纸的“可打印性”体检与修复
很多时候,客户发来的STL文件可能存在破面、法线反向、或者非流形边。这些“烂面”在电脑上看不出来,但打印软件却无法识别,最终导致打印时出现莫名其妙的孔洞或乱跑料。
我们的优化策略:
我们拥有专业的修复软件(如Magics等),会对每一张图纸进行自动化体检:
· 自动修复: 填补缝隙、反转错误法线、合并重合顶点,确保模型是一个完全封闭且干净的“水密”实体。
· 壁厚检测: 如果您的设计某个部位太薄(低于工艺极限),我们会标记出来并与您沟通,是加厚设计还是更换更精密的打印工艺。
很多客户觉得,3D打印就是把图纸丢进机器里那么简单。其实,从设计图到完美成品,还有一个重要的设计优化的环节,这个环节也直接影响着最终的打印质量。
如果您有紧急的研发任务或复杂的创意设计,请尽管把图纸发给我们。作为一个专业的宁波3D打印厂家,我们会用专业的技术和经验为您呈现符合预期精度、满足结构强度、且极具表面质感的工程样件。3D打印案例、合作咨询请随时拨打电话:18042677785(贾经理)!